



�R�e�L���S�е�ʧЧģʽ����������ɓp����ԭ���DZ����؏͓p��������O��ɿ��Եĵ�һ����

����F�����I�Cе�O�����Ҋ�IJ���֮һ���S������͵�Ħ�������D�������S���̶��������S�������M����һ�������S�У���܇���w�C���l늙C��ݔ�͙C��ӡˢ�C�ȸ��N���D�O�����ƽ���\�С�
���ڽ������I�O������ˁ��f����ԓ���õ��˽��S�еĹ�����ʽ�Լ����\�����^��ʧЧ��ԭ��
��ˣ����H�˜ʻ��M����ISO���l����ISO 15243�˜ʌ��L���S�еIJ�ͬʧЧģʽ�M���˷������ÿ�NʧЧģʽ�����������^׃��������ܮa����ԭ���M����������ԓ�˜ʵ����°汾��2017��l����
�����˽�ʧЧģʽ�����������^���˽⌧��ʧЧ��ԭ��Ҳ����Ҫ���J�R���@Щ�������ڲ�ȡ�����h�ļm����ʩ������ʧЧ���ٴΰl������Ȼ������S��һֱ�\�е�ʧЧ��RTF�����l���������t���ܟo���R�eʧЧģʽ����ԭ��
���Ŀ��Y�˝L���S�е�ISOʧЧģʽ����ԭ���ڴ�֮ǰ�����Ƚ�BһЩ���A��Ϣ��
�S�л��A֪�R
�L���S�����ɸ�Ӳ���S����Ƴɵĸ߾��ܙC���������F��Խ��Խ��ĝL���S�в����մɝL���w���S���Ƀ�Ȧ����Ȧ���L���L�Ӽ����ּܽM�ɣ��D1�@ʾ�˝L���S�еij��ò�������Щ�S��߀�����ܷ����m�w���@�N�ܷ�ʽ�S�г��S�r���A���֬�������ͻ�֬���ڷָ��L���w�͝L������Ҫ�����ĝ���Ĥ������P��Ҫ����횞��O���x����m���S�У������_���b���_���S�Н��������ҟo��Ⱦ���ڌ��ғp���E��r�����_�����S�ЃȲ����Π��Լ��S�еĹ���ԭ���dz���Ҫ��
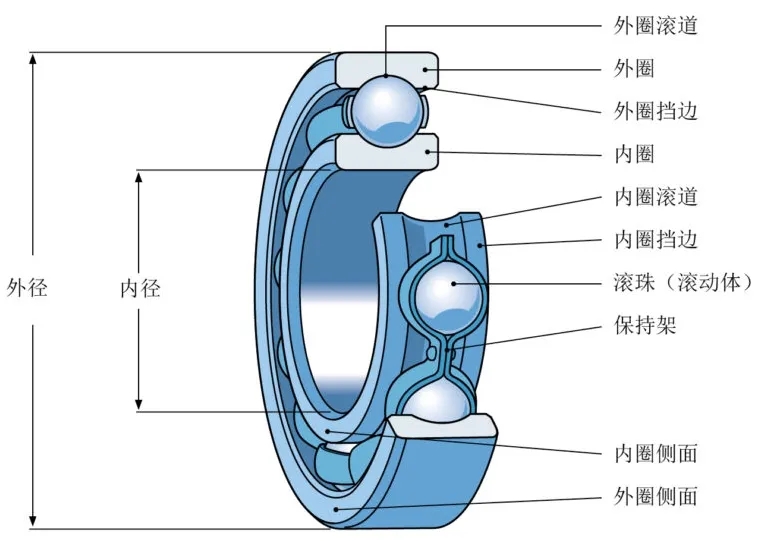
�D1���S���g�Z - ������S��
�����O���ϲ�ж�����ܓp�S�еĝL���d�ɺ��E�c�\�����õ��S���M�б��^���������˽��S�Гp����ԭ������ð�S��Ҳ����Ҫ������ð�S�е�ʹ�É���ͨ��Ҫ��֪���S��������������S�ж̺ܶࡣ
ʧЧԭ��
�����S�Пo�������\�в�ʧЧ��ԭ����ʲô��
�˽�ʧЧģʽ��������Ҫ�����˽⌧��ʧЧ��ԭ��Ҳ�S����Ҫ��
�����@�����}����ͬ�����в�ͬ�Ĵ𰸡����˷��տ͑����_չ�о���SKF�M�����S���S�Йz�y�͓p�������{�顣�{��Y��ӛ���SKF�S�з������ܛ����BART���С��@�N�����Ƶ�ܛ������ۙ���\�е��S�б���ж��ԭ�������S��ʧЧ��ԭ���Լ�һЩ���������������@Щ������SKF����Խ���@�����}����ʲô�S�Е�ֹͣ�\�У�
����������������S�����\���^������Ӻ����^�������ж���������O���M�оS�o��ض��^�ߕr���S��Ҳ������ж���D2����
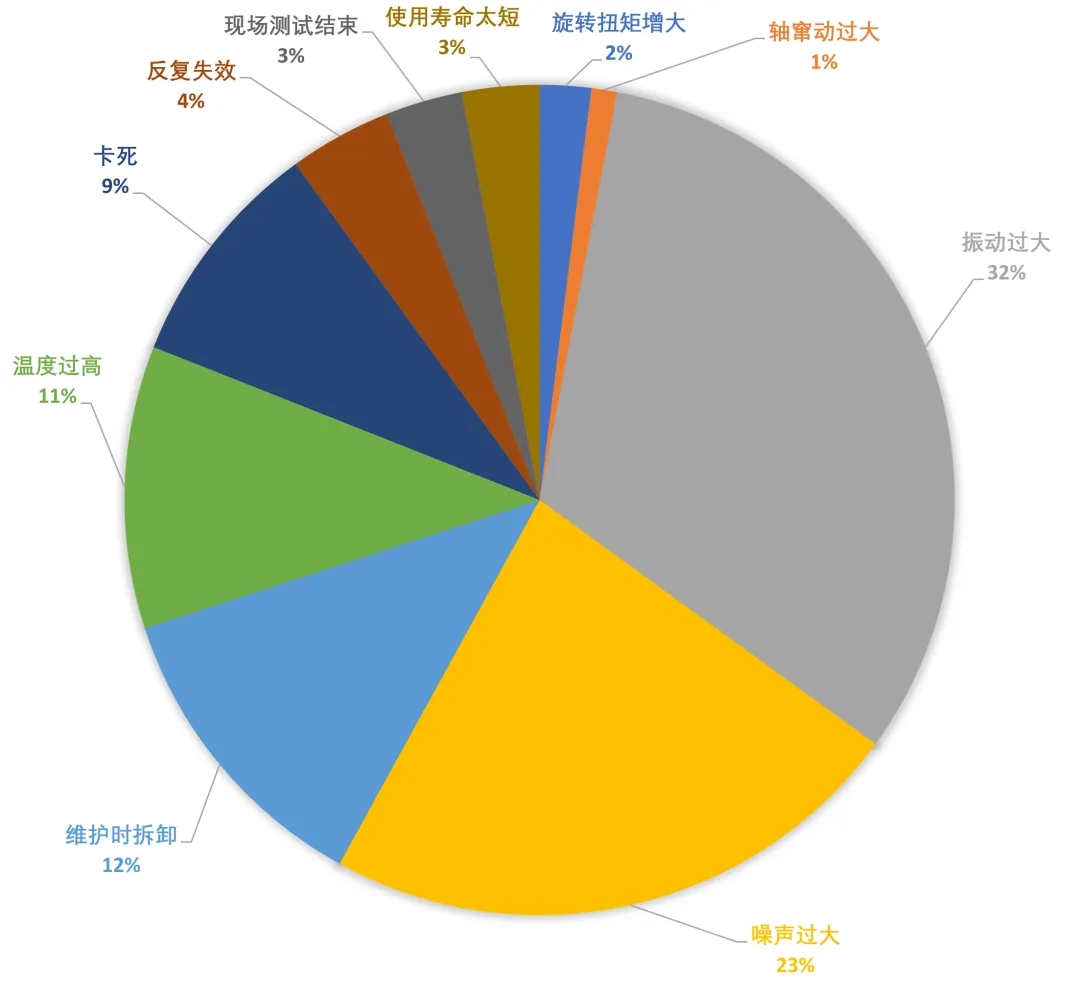
�D2���S�б���ж����Ҫԭ��Դ��SKF�S�з������ܛ������
������������Ⱦ������S�Гp���Ҋ��ԭ�D3�����c�������P��ԭ������ǝ������㡢ʹ�����e�`�ĝ�����������������ˮ�ֻ�����Һ�w�������������ӻ��ȡ��c��Ⱦ���P��ԭ����������b���S�o���g�w����Ⱦ���롢�Cе�������X݆�ȣ�ĥ�p��ɵ��w����Ⱦ���ܷ�ʧЧ���^�V����ֵȡ�����ԭ������S��ʹ�ã����È��ϣ��e�`�����S�а��b����ϣ��Ͱ��\������
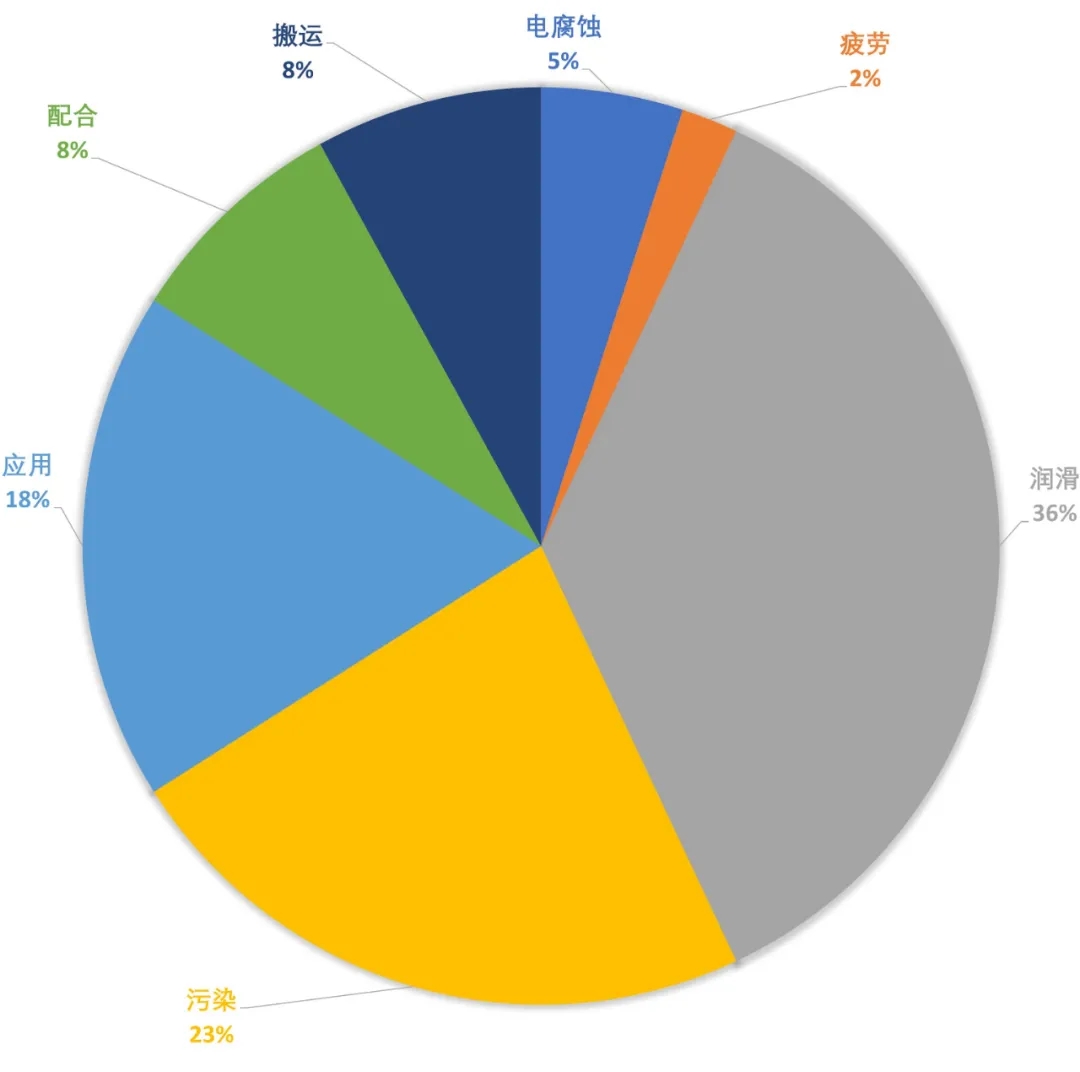
�D3���S�Гp���ij�Ҋԭ��Դ��SKF�S�з������ܛ������
�S���\�����g��ISO 15243ʧЧģʽ���
ISO 15243: 2017 [�����īI1] �����b���O���е��S�����\�����g�l����ʧЧģʽ�M���˷��Ҳ�����f����������ȱ�p��������ȱ�ݡ�ISO��ʧЧģʽ�֞���������L�ӽ��|ƣ�ڡ�ĥ�p�����g����g������׃�Ρ��Լ��Ѽy�͔��ѣ��D4����ÿһ���������e���Ա㌦ʧЧģʽ�M�и����w�ķ��
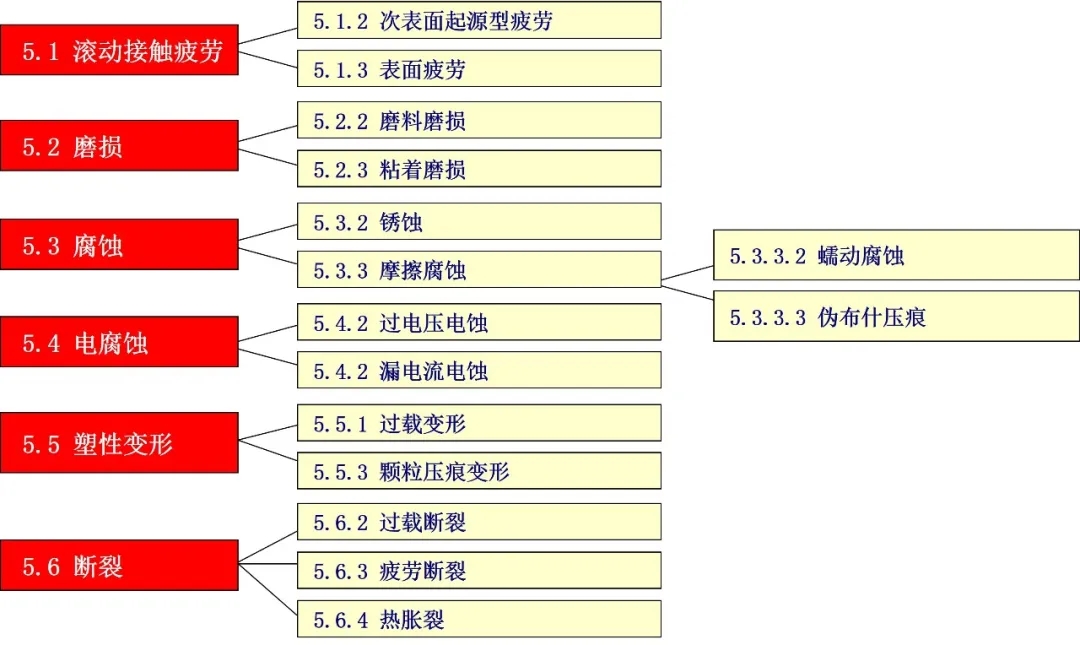
�D4��ISO 15243:2017 ʧЧģʽ���
��ľ�̖������ 5.1.2������ISO 15243��5�¡�
���S�Гp����ʧЧ�������փ� [�����īI2] �������R�e�S��ʧЧģʽ��ԭ��
�P�������ʧЧģʽ���������£�
1���L�ӽ��|ƣ�ڣ�ISO 5.1��
�L�ӽ��|ƣ�ڷ֞�ɂ�����α�����Դ��ƣ�ںͱ�����Դ��ƣ�ڡ�
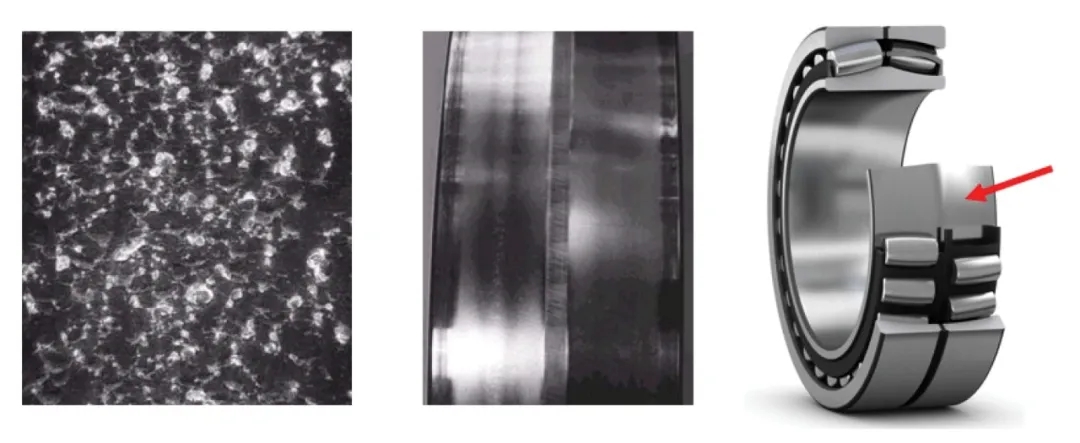
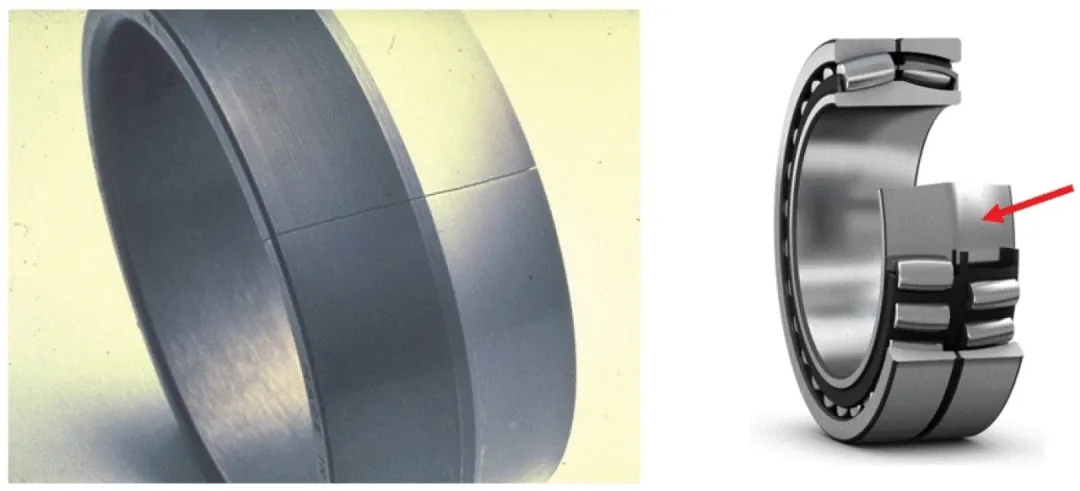
�α�����Դ��ƣ�ڣ�ISO 5.1.2�����D5�����ɝL�ӽ��|�����ѭ�h�d������ģ��S���r�g�����ƕ����²��ϽY���l��׃�����Ķ��a���Ѽy���Ѽyͨ���ڱ������S����еĊA�s��̎�������S��Uչ�����棬�l�����䡣�@�Nƣ�����S���|����ʩ�ӵ��d�ɡ��������坍�ȵ�Ӱ푡��@������S���~������L10mh������S����˲�r�^�d���������� �������ܵ��\�Р�B�����ܸߑ������t�α���ƣ�ڿ��ܼ��ٔUչ�����@Щ��r�£�ƣ�ډ����̣ܶ�ֻ��L10mh��5%��10%����
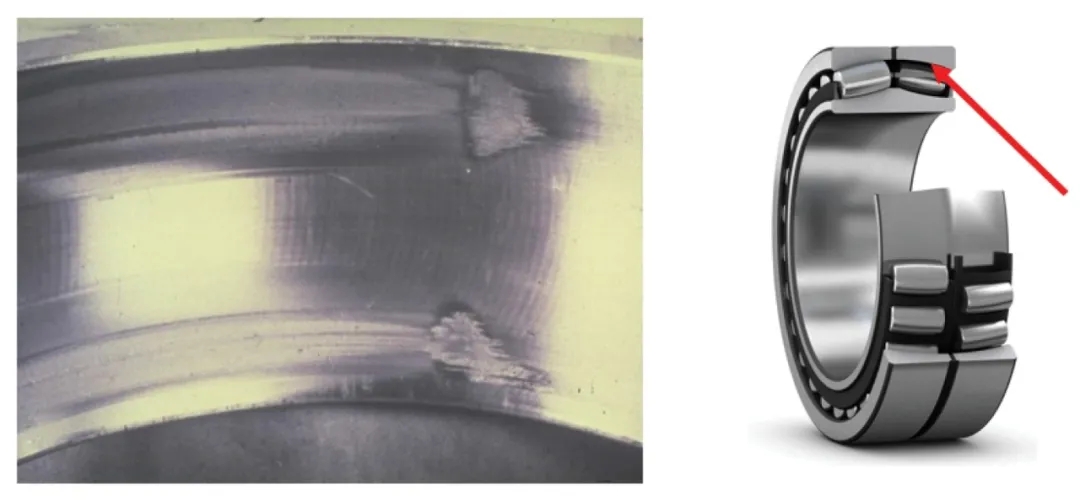
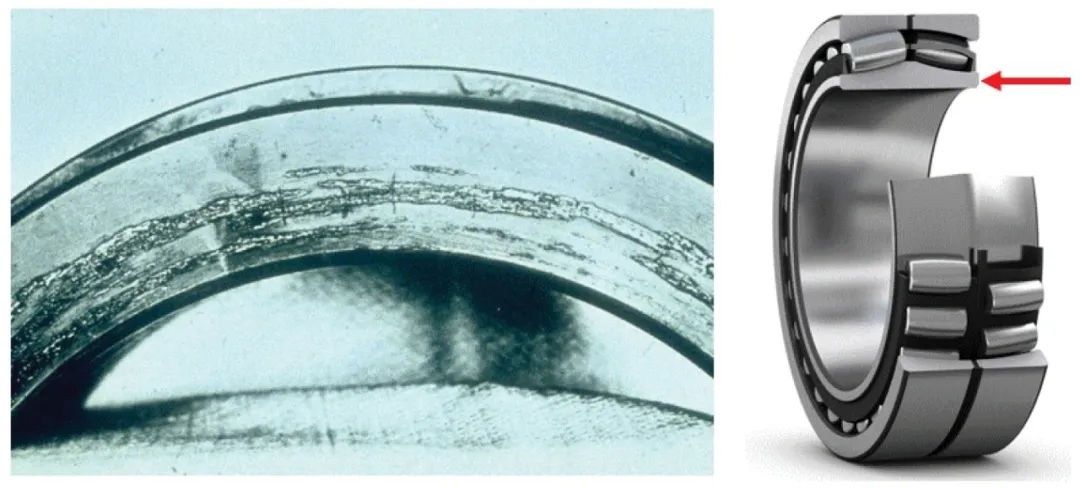
������Դ��ƣ�ڣ�ISO 5.1.3�����D6������Դ�ڝL�ӱ����ƣ�ڣ�ͨ���ɝ�����������Ⱦ���µı���p�����𡣝�����Ĥ��Ȳ�����w��Ⱦ���^���뉺����������c���ٽ��|���Ķ���ɱ����w����С�֮�����^���F�Ѽy�����䣬����±�����Դ��ƣ�ڡ�

�D5���α�����Դ��ƣ�ڣ��tɫ���^��ʾ�ڈD�п����^�쵽�S�Гp����λ�ã���
�D6��������Դ��ƣ�ڣ��tɫ���^��ʾ�ڈD�п����^�쵽�S�Гp����λ�ã���
2��ĥ�p��ISO 5.2��
�ڶ����ĥ�p��ISO��ĥ�p�֞�ɂ����ĥ��ĥ�p��ճ��ĥ�p��
ĥ��ĥ�p��ISO 5.2.2�����D 7����ָ���w����Ⱦ���ĥ���������£����������u��ʧ����������֕r��Ҳ���l��ĥ��ĥ�p��������ͨ���DZ������^׃����ĥ��ĥ�p��һ�N�˻��^�̣���K���Ɖ��S�НL�ӱ�����^���Πĥ����Ѹ��ĥ�p����Ȧ�L�����L���w�Լ����ּܶ��ס���Ⱦ�����띙�������S�У��Լ��L�ӽ��|�еĝ��������㶼�п�������ĥ��ĥ�p��

�D7��֬�����S�������ڝ��������㌧�µ�ĥ��ĥ�p���tɫ���^��ʾ�ڈD�п����^�쵽�S�Гp����λ�ã���
ճ��ĥ�p��ISO 5.2.3�����D8����ָ���S�Ѓȵăɂ���������ӕr�����Ϗ�һ�������D�Ƶ���һ�����棬�����S��Ħ���l��ĬF���@���܌��²��ϻػ����δ�𡣮��S�г��d�^�p�Լ������S�еĝL���w���M����d�^�r�ܵ����ҵļ������Õr�������Fճ��ĥ�p�����F��ͿĨ��������ճ�Y�����ǽ��|���S���ڸ��١����d�^�p����϶�^����\�Зl����Ҳ���ܰl��ճ��ĥ�p��
�D8��ճ��ĥ�p�����������tɫ���^��ʾ�ڈD�п����^�쵽�S�Гp����λ�ã���
3�����g��ISO 5.3��
������Ǹ��g���֞���������P�g����Ӹ��g�͂β�ʲ���ۡ�
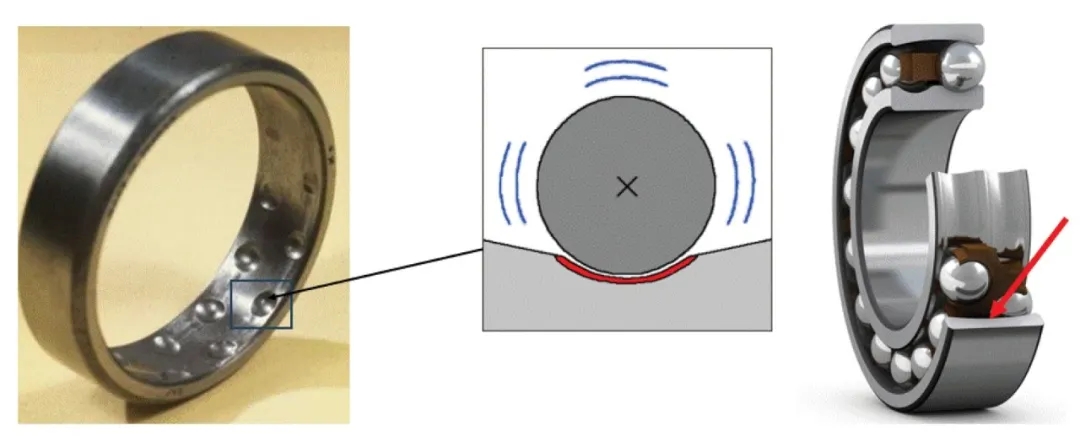
�P�g��ISO 5.3.2�����D9���ǝ���M���S�еij�Ҋ���}����Ӳ���S�в��ϵ����g�Եͣ����S��̎���oֹ��B�r�������ڌ����L���w�g���λ���γ��P�g��������������ں��m�\���Юa���α�����Դ��ƣ�ڡ����O��ؽ����˝��������\�е��S�����γ�һ�������Ĥ��������
��Ӹ��g��ISO 5.3.3.2�����D10���l���������֮�g�Ľ���a��С�\�ӕr�������S�Ѓ�Ȧ���S֮�g�Լ��S����Ȧ���S����֮�g���@�����������S���c�S���c�S����������e�`��߀ȡ�Q����ʩ�ӵ��d�ɡ����磬��Ȧ���D���d�ɺ㶨���S��Ҫ�����Ȧ�c�S����һ������С�^ӯ��ϣ��Ա�����Ӹ��g��ͬ�ӣ���Ȧ���D�̓�Ȧ��ʩ�����D�d�ɵ��S��Ҫ���S����Ȧ�c�S��������һ�����^ӯ��ϣ��Ա�����Ӹ��g����Ӹ��g���F������ϵĺڼtɫ������
�β�ʲ���ۣ�ISO 5.3.3.3�����D11���l���ڳ���С����[����ӵĝL���w�͝L��֮�g�Ľ��|�^���L���w�g���λ�����γɰ��ݣ����±����ԭʼ������Ó�䣬����߀���ڱ����Ϯa���������Ӹ��g�ĺڼtɫ������ĥ�p��ȡ�Q������d�ɵď��ȡ���[����ӵď����Լ������l����

�D9���P�g���tɫ���^��ʾ�ڈD�п����^�쵽�S�Гp����λ�ã���

�D10����Ӹ��g�� �tɫ���^��ʾ�ڈD�п����^�쵽�S�Гp����λ�ã���
�D11���β�ʲ���ۣ��tɫ���^��ʾ�ڈD�п����^�쵽�S�Гp����λ�ã���
4����g��ISO 5.4��
��g�֞����^늉���g��©�����g��
�^늉���g��ISO 5.4.2�����D12���l�������ͨ�^�L���w���S�е�һ����Ȧ���f����һ��Ȧ�r���ڽ��|�����ϣ�ԓ�^�������늻�����С���|�����ϵĸ�����ܶȣ������ϱ��ӟᵽ�Ļػ��ۻ��Ĝضȷ������@�����³��F�ߴ��С��һ��׃ɫ�^��ԓ̎�IJ��Ͻ��^�ػ𡢶��δ����ۻ��������S�е����D���ã��ڲ����ۻ�����˱����x�ĵط��γɭh�οӣ���IJ��ϕ���ĥ�����ں����O��ӵز�����r���C���M�к������a�r���O���Ϯa����늻��ܕ������^늉���g��
©�����g��ISO 5.4.3�����D13���l���ڵ͏���������^�S�Еr���p��ͨ���ʬF�˴˿����ĭh�Μ\�ӣ������S���r�g�����ƕ����F��ɫ���y���L���w���ܳʬF��ɫ�����������^�����ҝ�����Ҳ��׃ɫ���p���ij̶�ȡ�Q��������ȡ����m�r�g���S���d�ɡ��D�ٺ͝����������Sδ���_�ӵػ���늙C��׃�l������VFD�����ƕr��©�����g�����sɢ�����늙C�кܳ�Ҋ��

�D12���^늉���g���tɫ���^��ʾ�ڈD�п����^�쵽�S�Гp����λ�ã���
�D13��©�����g���tɫ���^��ʾ�ڈD�п����^�쵽�S�Гp����λ�ã���
��ֹ��g�͓p���Ľ�Q������ʹ�Î���늽^��Ϳ�ӣ�SKF INSOCOAT�����S�л����մɝL���w�Ļ���S�С�
5������׃�Σ�ISO 5.5��
ISO ������׃�η֞����^�d׃�κ��w�����ۡ�
�^�d׃�Σ�ISO 5.5.2�����D14�������o�B�^�d����ęCе�p��������o�B�^�d��ԭ��������\�������S�Џĸ�̎���䣩�����b�������N���S�У����O���\�Еr���ܛ_���d�ɵȡ����F��L�����ۻ��ڝL���w�g��λ�õİ��ݣ����ּܡ��ܷ�ͷ��m�w�ēp���ȡ�
�w�����ۣ�ISO 5.5.3�����D15�����F�ڹ��w�w����Ⱦ�����м���S�НL�ӽ��|�^�^���뉺�r���Ķ����L���͝L���w�a�����ۣ�׃�Σ����p���ķ������w���Ĵ�С����ͺ�Ӳ�ȵ�Ӱ푡�����̎�����m�뉺������±�����Դ��ƣ�ڣ�ISO 5.1.3����

�D14���^�d׃�Σ��tɫ���^��ʾ�ڈD�п����^�쵽�S�Гp����λ�ã���

�D15���w������׃�Σ��tɫ���^��ʾ�ڈD�п����^�쵽�S�Гp����λ�ã���
6���Ѽy�͔��ѣ�ISO 5.6��
���һ��ISOʧЧe���Ѽy�͔��ѣ��֞���������^�d���ѡ�ƣ�ڔ��Ѻ͟��ѡ�
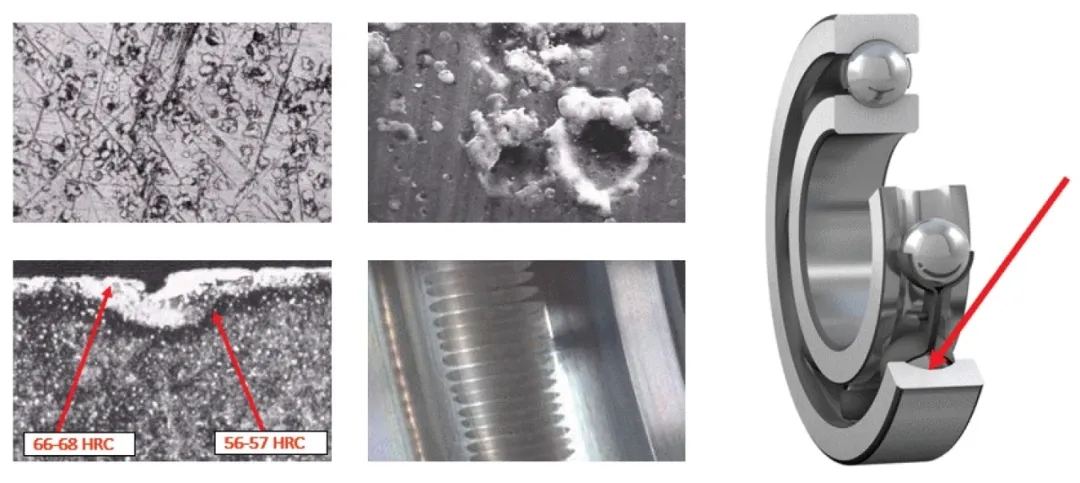
�^�d���ѣ�ISO 5.6.2�����D16���l���ڑ������^���ϵĿ������ȕr���^�d���ѵij�Ҋԭ�����^ӯ����^�o�����߈A�F���S�����F���S�i���b���ϵ����M���x�^���a���^�ߵĭh������
ƣ�ڔ��ѣ�ISO 5.6.3�����D17���l����ѭ�h�����l���£��������^���ϵ�ƣ�ڏ��ȕr�����͏����������Ѽy���������Uչ����Ȧ�ּ��ϡ�����S�г������d�������S������֧�΄��Ȳ����r����ʹ��Ȧ���ܸ�ѭ�h�������S���б���ܳ��Fƣ�ڔ��ѡ�
���ѣ�ISO 5.6.4�����D18���l���ڃɂ���������ӣ����a��Ħ����r��������Ӻܴ���ֲ������δ���ټ��ϺܸߵĚ����������ĔUչ�������Ѽy���Ѽyͨ����ֱ�ڻ��ӷ������磬�oֹ���S�����c���D���S����Ȧ���|���͕��l�����ѡ�
�D16���^�d���ѣ��tɫ���^��ʾ�ڈD�п����^�쵽�S�Гp����λ�ã���

�D17��ƣ�ڔ��ѣ��tɫ���^��ʾ�ڈD�п����^�쵽�S�Гp����λ�ã���
�D18�����ѣ��tɫ���^��ʾ�ڈD�п����^�쵽�S�Гp����λ�ã���
���P�S��ʧЧģʽ��ԭ��ĸ�Ԕ�M������Ո��Ҋ�����īI2��
ֵ��ע����ǣ��ܓp�S�Ѓȵĝ������������ͻ�֬��Ҳ���Ԟ��S��ʧЧ�о��ṩ�Ѓrֵ����Ϣ����Ҫ���f�������ɘӣ����c��Ʒ�M�Ќ��ȡ����������ķ��������]�w����ˮ����Ⱦ�ĺ�����ճ��׃��������֬����׃�������ء�
�z���S���ܷ����m�w�Լ��������������簲�b�ף�Ҳ���ܫ@��������Ϣ��
�A�y�ԾS�o��PdM������ڠ�B�ľS�o��CBM�����g��������ӷ������������Һ�����ȣ����������S�аl�����ؓp���Լ����܌����b�S�е��O��p��֮ǰ�M�еĹ��ϙz�y���@�ӿ��Ը��õ��R�eʧЧģʽ���ڰl������e�p��֮ǰ�������S�У��ȏ�>200���ף���ж�����п��܌����M���ޏ͡�ͨ�^�ޏ�ʹ�S��“��Ȼһ��”���Ķ����;S�o�ɱ��͌��h����Ӱ푣��D19����
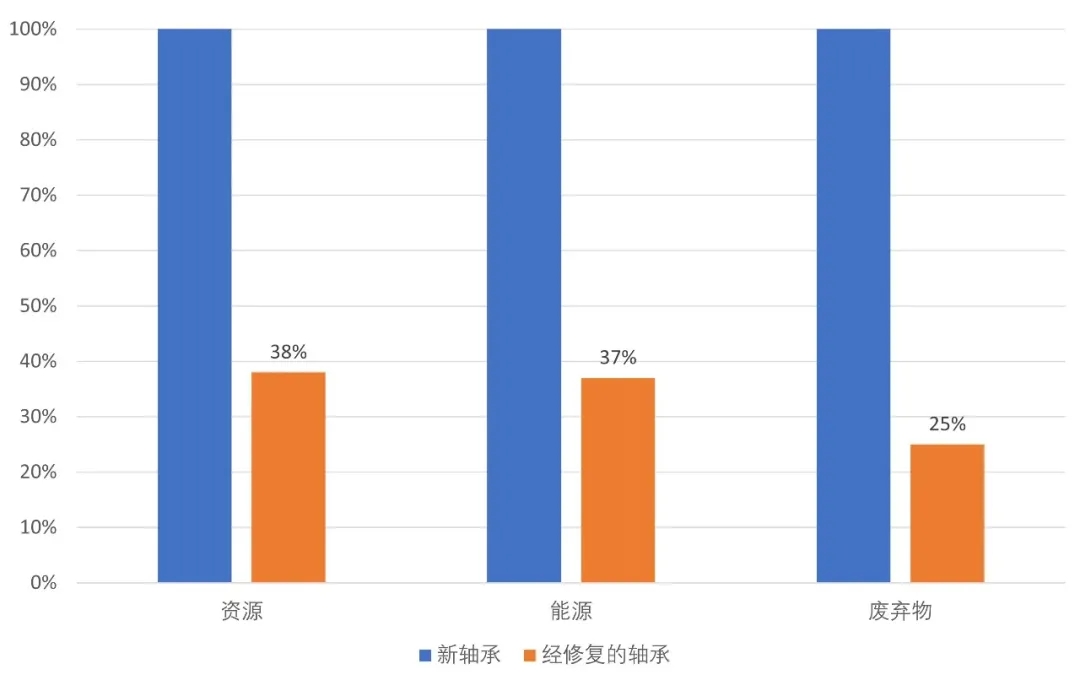
�D19���ޏ��S�к��µĝL���S�Ќ��h��Ӱ푵ı��^��
�Ҋ��ʧЧģʽ
SKF�ķ�������1�_������N�Ҋ��ISOʧЧģʽ����ĥ��ĥ�p (26%)��������Դ��ƣ�� (16%)���P�g (14%)��ճ��ĥ�p (7%) ��©�����g (7%)���D20�����@ЩʧЧģʽ�sռ�S���о��д_��������ʧЧģʽ��70%���mȻ�ڴ�����S���ж����Կ�����Ӹ��g����ʹ���p�ģ�������������Ҫ��ʧЧģʽ������ ISOʧЧģʽ�ڔ�����Ҳ�����w�F����������Ҋ��
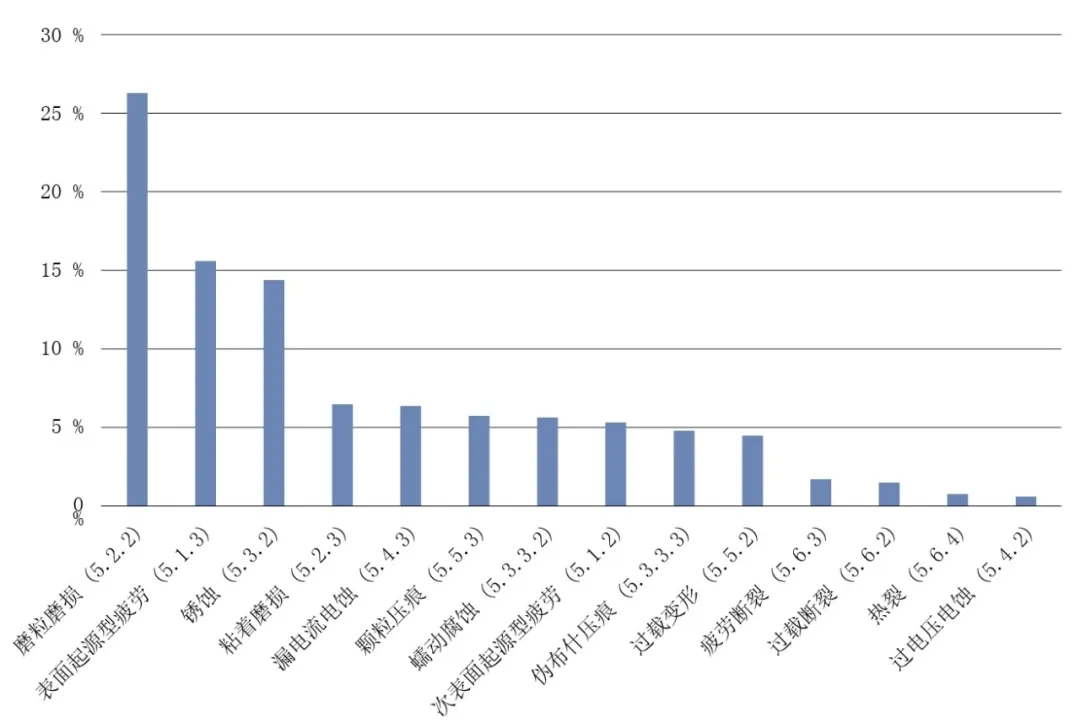
�D20���Ҋ��ISOʧЧģʽ*
SKF�S�з������ܛ����BART��
SKF���̎�ʹ�õ�SKF�S�з������ܛ���F�ɹ��V��͑�ʹ�á�SKF��͑��ṩ���P�S��֪�R���S�Йz�y���g��SKF�S�з������ܛ��ʹ�÷����Ļ�����Ӗ���͑��cSKF���ù��̎������к�������əz�y��棬�S�з������ܛ�����ɵęz�y��潛��SKF���Ҍ��ˡ�ͨ�^�@�N�z�y�������ж��S���Ƿ�ԓ���Q���ܷ��ٴ�ʹ�á��ܷ��M���ޏͻ��DZ�횈�U����߀������ӛ䛌����S��Ͷ��ʹ��ǰ�ęz�飬�@�����Ѵ�ź��L�r�g���S�зdz����á�
�ڱ�Ҫ�r��SKF���ù��̎����Ԍ��S���M��ȫ��ēp������������߿ɿ����ṩ���h��SKF���̎��ɽ����˹�����[�����īI3] ������S�Гp������ˮƽ���˹�����ʹ��Ӌ��Cҕ�Xϵ�y��ͨ�^���a��Ƭ���u���S�Гp����r��ԓϵ�y�����˹�������ʽ���W�j�㷨�M�ЈD���R�e��������SKF�n���Д�ǧ��ʧЧ�S�еĈDƬ�M�ЌW����
���Y
�C��������ISO 15243�����ڌ����O���\���еĝL���S�е�ʧЧģʽ�M�з�����R�eʧЧԭ��ͨ�^�˽ⳣҊ���S��ʧЧģʽ����ԭ����Բ�ȡ�m����ʩ�Ա����ٴΰl��ʧЧ�����e�ɴ�����ͳ��F������ش���ϵ��L�U������������O��Ŀɿ��Ժ������ʡ����ھS�o��Ҫ����ж���S�У������M���ܷ�����ʹ�û��M���ޏ͵ęz�顣
SKF�����ռ��S��ʧЧģʽ����ԭ��Ĕ������Լ��������P�������Ը��õ��˽��S���\�Р�r��SKFʹ�õ��S�з������ܛ��Ҳ�ɹ��͑������S�Йz�y�͓p��������档
�����īI
[1] International Standard ISO 15243:2017, “Rolling bearings damage and failures – terms, characteristics and causes”
[2] SKF brochure 14219, “Bearing damage and failure analysis”
[3] SKF Evolution article, “The future of bearing failure analysis is here” (2022)
����Դ�����MEvolution��

 ������·
������· ُ��ָ��
ُ��ָ�� ֧����/���ͷ�ʽ
֧����/���ͷ�ʽ ُ��l��
ُ��l�� �ۺ����
�ۺ����